
In cement production, ensuring complete combustion without over-burning fuel is critical. Fuel consumption accounts for 25% of operating expenses, so burning more fuel than needed is costly and, significantly, results in increased carbon emissions—both of which cement producers aim to avoid.
Modern cement kilns have two critical areas of combustion: the main burner and the precalciner. When fuel is combusted, it reacts with oxygen in the air to produce heat. This is known as complete combustion.
Fuel + O2 –> CO2 + H2O + energy
Incomplete combustion, which occurs if there is not enough oxygen available, generates carbon monoxide and, in some cases, solid particles of organic carbon. Both of these pollutants are much worse than carbon dioxide and are subject to strict regulatory requirements. Incomplete combustion is much less efficient than complete combustion because the fuels do not burn completely, leading to wasted fuel. As a result, more fuel must be burned to achieve the same energy or heat input into the system.
To optimise combustion, one key parameter cement plant operators must control is the airflow, as this determines the oxygen supply through the system. In the pyroprocessing system, the airflow flows counter-current to the direction of the meal flow. Air is blown in through the cooler, and is drawn all the way through the system by the Induced Draft (ID) fan(s). Secondary air is pulled through the kiln, whereas tertiary air is pulled through to the calciner, after which they combine once again. By maximising airflow, operators can mitigate incomplete combustion. However, increasing the airflow too much reduces fuel efficiency. Keeping both systems to minimal post-combustion oxygen and carbon monoxide requires keen optimising of process parameters. As such, there is a sweet spot between too little oxygen and too much oxygen in the system. Optimal excess oxygen is typically 0.5-2% at the kiln inlet and 2-4% at the top tower. However, this is very dependent on the design of the kilns and other operational variations. Each kiln needs to find its own optimal excess air running conditions.
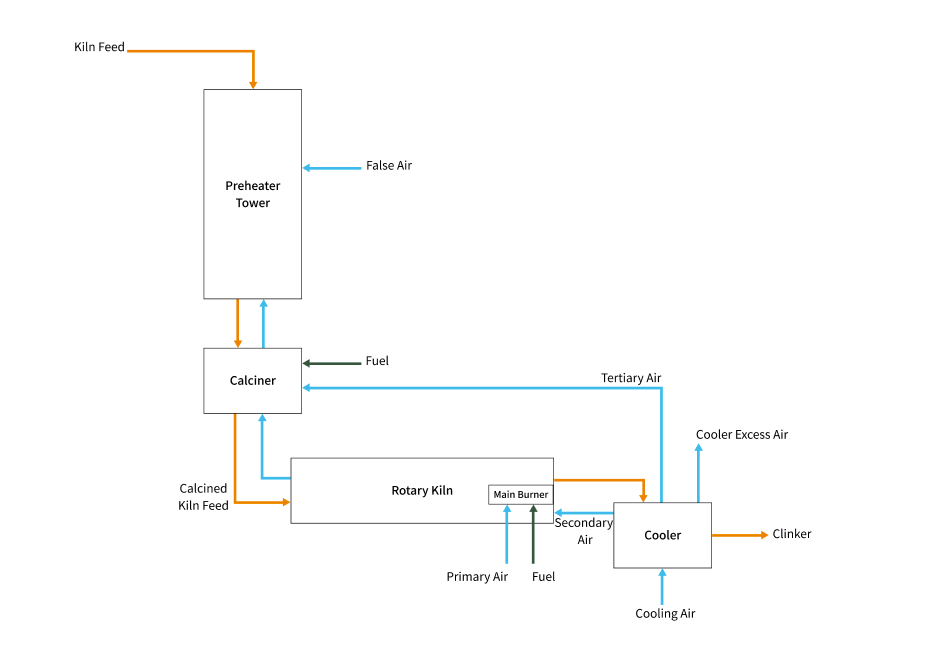
An airflow diagram of a typical cement kiln.
Why is it difficult to optimise combustion?
In a perfect system, the relationship for fuel-efficient combustion is clear and fixed over time. As airflow reduces, and therefore excess oxygen reduces, carbon monoxide and organic carbon are produced asymptotically. In practice, this relationship is continually changing due to numerous confounding factors influencing combustion, such as raw meal and fuel variation, fuel mix changes and control changes. As an example, the video below shows variations in these relationships over one day. This continuous variation contributes to the challenge of modelling a cement plant, where numerous components interact, and many variables can influence conditions in the plant.
Optimal fuel-air efficiency is a particular challenge in today’s age as cement producers are under pressure to maximise the use of alternative fuels to reduce costs and decrease carbon emissions. This is due to the variation in the types and chemical composition of alternative fuels, which makes them more difficult to burn than traditional fossil fuels. As alternative fuel use and fuel mix variability are increasing across the industry, the increased complexity in kiln control that follows needs to be addressed.
The benefits of AI-optimised combustion
The complexity of the cement pyroprocess is particularly well-suited to machine learning solutions due to the speed and accuracy with which machine learning algorithms can comprehend and identify patterns in data. Analysing the sheer number of data points per second produced and the complex interdependent process signals without machine learning is constrained by the manpower required and a limited number of trained process engineers across the cement industry.
One feature of our AI-powered pyroprocess solution is to optimise combustion with physics-aware machine learning models that continually asses all variations in plant conditions and predict changes in the kiln environment to recommend the optimal oxygen target, enabling more efficient combustion.
Typically, operators run the fan slightly higher to avoid incomplete combustion and because it is simpler to operate in a ‘safe zone’ that requires less hands-on management. With our AI optimisation solution integrated in closed loop, optimal operating parameters are identified and set point changes are automatically updated avoiding incomplete combustion, minimising fuel waste, reducing the specific heat consumption and saving on fan power and electricity costs. All while operators and process engineers focus on higher-value projects rather than the minutia of kiln control. The predictive power of our AI is transitioning plants to be proactive instead of reactive.
With specific AI-optimised models for each kiln, operators can be confident in their ability to increase alternative fuel usage and expand the variety of alternative fuels used. Our models are adaptive to condition changes such as changes to fuel mix and even hardware upgrades. Unlike expert systems, our models automatically retrain, so you don’t need to organise a service to retune them; they are designed to maintain accuracy as plant conditions change.

Machine Learning Engineer